

![]()
中核机械始终专注于提取浓缩设备、蒸发器、工艺罐体和系统模块的设计制造。
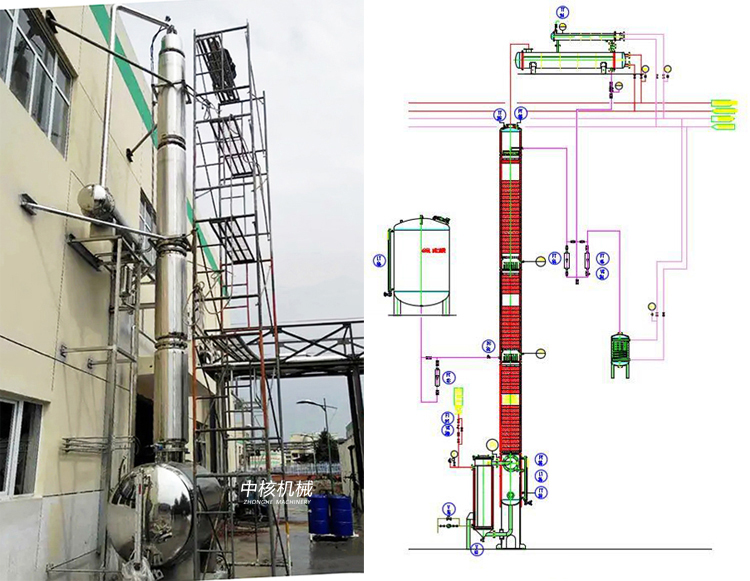
一、用途:
酒精回收塔主要用于工厂不同种类的溶剂回收和提纯,特别适用于制药厂生产过程中不同浓度乙醇的回收提纯。
二、工作原理:
将液体混合物部分汽化、部分冷凝,利用其中各组分挥发性的差异将其分离。其本质是气、液相间的热量传递与质量传递。为使分离彻底,以获取较纯的产品,工业生产中常采用多次部分汽化、多次部分冷凝的方法——精馏。
三、性能及特点:
1.全天24小时不间断地操作,精馏出乙醇浓度95%以上,回收率在98%以上;操作稳定,回收率高,节能且投资成本低。
2.操作过程、设备配置和产能效果能够满足GMP对药厂溶剂回收要求。
3. 本装置生产能力大,单位能耗小,生产动力成本低。
四、酒精回收塔选型参数:
参 数 | JH-200 | JH-300 | JH-400 | JH-500 | JH-600 | JH-800 |
塔体直径 ㎜ | 200 | 300 | 400 | 500 | 600 | 800 |
塔釜容积 m³ | 0.6 | 1.2 | 1.5 | 2.0 | 2.5 | 3.2 |
回收能力 L/h | 45-50 | 90-100 | 150-200 | 250-300 | 400-440 | 600-620 |
回收浓度 | 90%~95% | |||||
蒸汽压力 | 0.09Mpa | |||||
系统压力 | 常压 | |||||
总高度㎜ | 9000 | 10000 | 11000 | 13000 | 14000 | 16000 |

欢迎您发送【在线留言】!您有任何关于我司产品的建议及问题,可通过641880606@qq.com给我们发邮件,也可通过此询盘向我们反馈;我们将在24小时内给您回复。(周一至周五9:00—17:30)
更多酒精回收塔产品
![]()
中核机械始终专注于提取浓缩设备、蒸发器、工艺罐体和系统模块的设计制造。
